
What is lean manufacturing?
Lean manufacturing is the process of designing manufacturing systems to reduce costs by eliminating product and process waste. The emphasis is on eliminating nonvalue-added activities such as producing a defective product, excess inventory charges due to work-in-process and finished goods inventory, excess internal and external transportation of products, excessive inspection, and idle time of equipment or workers due to poor balance of work steps in a sequential process. The goal of lean manufacturing has long been one of the goals of industrial engineering. Shuker (2000) provides a useful introduction to lean manufacturing based on the Toyota production
system.
Introduction to Lean Manufacturing
History of Lean Manufacturing
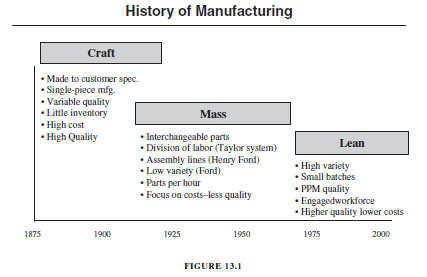
The history of manufacturing is summarized in Figure 13.1.
Lean Manufacturing Mission
The Lean mission is to have the –
- shortest possible lead time
- optimum level of strategic inventory
- highest practical customer order service
- highest possible quality (low defect rate)
- lowest possible waste (low COPQ)
– throughout the entire supply chain so as to win the marketplace. This is accomplished by synchronizing the flow of work (both internal and external to the company) to the “drumbeat” of the customer’s requirements. All kinds of waste is driven out (time, material, labor, space, and motion). The overall intent is to reduce variation and drive out waste by letting customers pull value through the entire value stream (or supply chain).
Key Principles of Lean
The key principles of Lean are:
- Specify value in the eyes of the customer
- Identify the value stream for each product
- Make value flow without interruptions
- Reduce defects in products and deficiencies in processes
- Let customers pull value
- Pursue perfection—six sigma levels
- Drive out variation (short and long term)
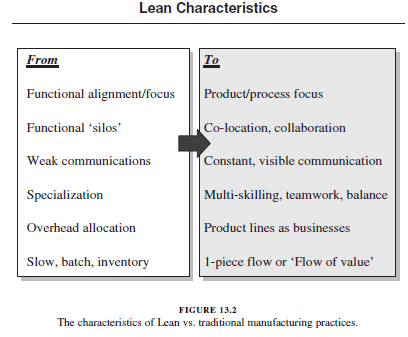
Value is created by the customer. Lean starts by attempting to define value in terms of products and capabilities provided to the customer at the right time and appropriate price (see Figure 13.2).
Key Lean Manufacturing and Service Concepts
The following are summaries of key concepts used in Lean (in the context of both lean manufacturing and lean service).
What are “The Eight Wastes” of Lean Manufacturing?
Taiischi Ohno (1988) identifies various types of waste. The following is an adapted list:
- Overproduction—making or doing more than is required or earlier than needed
- Waiting—for information, materials, people, maintenance, etc.
- Transport—moving people or goods around or between sites
- Poor process design—too many/too few steps, non-standardization, inspection rather than prevention, etc.
- Inventory—raw materials, work in progress, finished goods, papers, electronic files, etc.
- Motion—inefficient layouts at workstations, in offices, poor ergonomics
- Defects—errors, scrap, rework, nonconformance
- Underutilized personnel resources and creativity—ideas that are not listened to, skills that are not used
What are “Flow” and “Takt” Time & How are they calculated?
The concept of Flow requires the rearrangement of mental thoughts regarding “typical” production processes. One must not think of just “functions” and “departments.” We need to redefine how functions, departments, and organizations work to make a positive contribution to the value stream. Flow production requires that we produce at the customer’s purchase rate and if necessary, make every product every day to meet customer’s orders, i.e., to meet the pace or “drumbeat.” The pace or drumbeat is determined by takt time. Takt time comes from the German word for meter, as in music, which establishes the pace, or beat, of the music. It is the time which reflects the rate at which customers buy one unit.
![]()
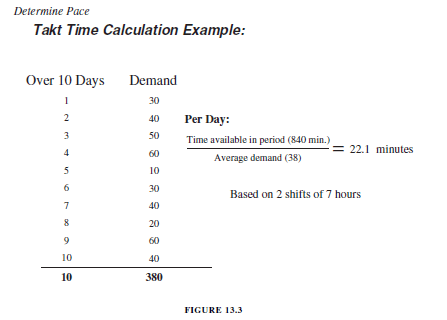
For example, in Figure 13.3, the pace or takt time is calculated for the demand shown during a 10-day period.
To be practical, takt time may need to be modified depending on the variability of the process. When modifying takt time beyond the simple equation, another name should be used, such as Cell Takt or Machine Takt. Although modifiers may be planned, they are still waste, or planned waste. Manpower staffing requirements can then be determined:
![]()
Once takt time has been calculated, constraints (such as long setup times) should be identified and managed (or eliminated) to enable smaller batches or ideally, one piece flow, to eliminate overproduction and excess inventory. Pull production scheduling techniques are used so that customer demand pulls demand through the value stream (from supplier to production to the customer). In pull production, materials are staged at the point of consumption. As they are consumed, a signal is sent back to previous steps in the production process to pull forward sufficient materials to replenish only what has been consumed.
The steps for rapid improvement teams (or kaizen teams) to lean out an operation are:
- Determine pace (takt time and manpower)
- Establish sequence and replenishment (product family turnover and set-up/changeover required)
- Design the line (proximity, sequence, interdependence)
- Feed the line (strategic inventory, standard WIP (SWIP), Murphy buffer)
- Balance the line (load, standard work)
- Stabilize and refine (5S, continuous improvement)
Value Stream Management
The value stream consists of all activities required to bring a product from conception to commercialization. It includes detailed design, order taking, scheduling, production, and delivery. Understanding the value stream allows one to see value-added steps, non-value-added but needed steps, and non-value-added steps. Value-added activities transform or shape material or information to meet customer requirements. Non-valued-added activities take time or resources, but do not add value to the customer’s requirement (but may meet company requirements).
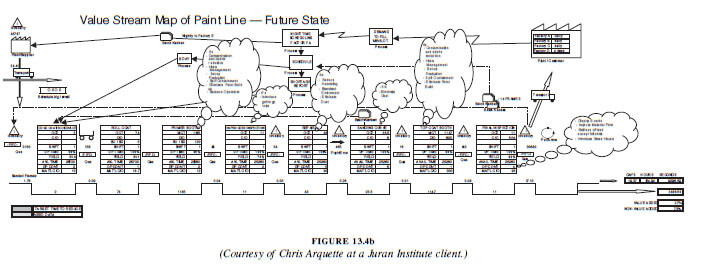
The value stream improvement journey typically starts with training the team on key concepts in Lean, mapping the current state using value stream maps which document materials and information flow as well as any pertinent information on the process (such as wait times, processing times, and inventory levels). Improvements are identified. The desired future state is then documented as a future state value stream map, and the improvements are implemented to drive toward the future state goal.
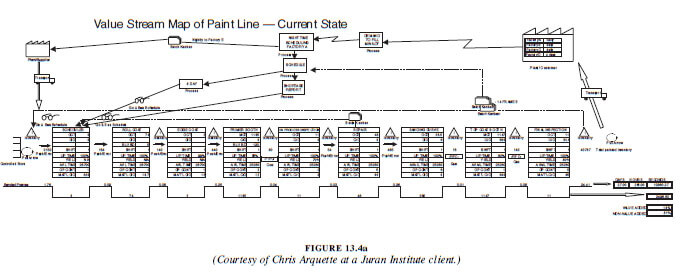
An example of a value stream map for a paint line for the current state and future state are shown in Figure 13.4a, b.
For more information on lean manufacturing and how Juran can help you leverage it to improve business quality and productivity, please get in touch with the team.
| Check out Juran’s LSS Training Courses |
| Lean Six Sigma Yellow Belt |
| Lean Six Sigma Green Belt |
| Lean Six Sigma Black Belt |
| Upgrade to Black Belt |
| Lean Six Sigma Master Black Belt |
| Lean Expert Program |





